




New and improved outdoor gear hits the racks nearly every season. Josh Gale talks to some of New Zealand’s outdoor brands about design, designers, innovation and fabric.
It’s a fine morning in Christchurch and there’s heavy traffic where it shouldn’t be.
The February 22 quake all but levelled the city centre, forcing many businesses to shift to places like Addington, which many Cantabrians mockingly call the city’s new centre.
Co-owner of Earth Sea Sky Jane Ellis has collected me from the airport and she isn’t happy.
It’s not the traffic that’s getting to her, either. It’s the fact her small company’s one and only designer has just announced she’s leaving to work for a major competing outdoor brand that had head hunted and pursued her for three months.
I was originally scheduled to visit that company to interview their designers for this story, but they pulled the plug, ironically for fear the designers I profiled might get “snatched up by the competition”.
“It’s a massive blow,” Ellis says about the loss. “We just can’t believe it’s happened now, just before Christmas.”
Massive blows, and little ones, seem to be an accepted part of life in the garden city these days.
The devastation of the earthquakes, the loss, the chaos, are never far from people’s lips. They seem almost driven to tell me, an attentive outsider, their city’s stories.
However, in spite of the knock backs, Christchurch has many positive stories too, including being home to some of our top outdoor companies.
Macpac, Earth Sea Sky and Cactus Climbing are all based here. In spite of the quake, they’re doing well.
Earth Sea Sky owners Jane Ellis and her husband David live and breathe their company. For them, it’s a personal thing.
Which is why they are so rattled by his designer’s move behind ‘enemy lines’. David’s shocked because he says designers aren’t usually the target of such hard-nosed business skulduggery.
This might be the case, but it’s also clear that in Christchurch’s highly competitive, but relatively small outdoor industry there is less than six degrees of separation.
Many designers, marketers and production people have worked for two or more of New Zealand’s outdoor companies. David Ellis is no exception.
In 1980 Ellis joined his father’s business Arthur Ellis & Co, which traded under the Fairydown brand. He spent nine years developing and selling a range of packs, tents and outdoor clothing to add to the company’s 14 sleeping bags.

“Fairydown was an apprenticeship for me,” Ellis says, who left to start Earth Sea Sky nearly 22 years ago. “I learned two types of animals ran the company; the production animal and the marketing animal and they are very different.
“In meetings they’d have big fights that got quite personal and factious. In the end it used to drive me nuts.
“To me the enemy wasn’t in the room, the enemy was the competitor.
“I learned good production people are worth their weight in gold.”
Ellis realised he had a flare for design, marketing and creativity, but didn’t have the organisational knack for production. He started Earth Sea Sky in 1990 so he could contract out production to the “experts”. This gave him the freedom to focus on what he does best – marketing and design.
“In Earth Sea Sky we do everything but physically make the garment,” Ellis says. “We order all the fabric and components, provide the patterns, warehouse and sell the finished products.”
For Ellis, the key to successful design is interpreting what the market wants and then handing designers a clear brief. Designers don’t need to have a strong background in the outdoors, says Ellis, because that’s what he brings to the table.
“I don’t want a designer who is an expert on the outdoors, I need somebody who can interpret my ideas and make a garment,” Ellis says. “We’re also in 50 shops across New Zealand, each with four salespeople so we’ve essentially got 200 designers who provide feedback.
“It’s a very powerful way of making sure every product is refined and is doing the job our customers want and expect.”
Ellis says Macpac’s stipulation in some of its job vacancy advertisements that applicants should have an interest in the outdoors is unnecessary.

Cactus Climbing’s Rob Grey says doing more with less is the brand’s secret
“You don’t need a salesperson who’s good in the outdoors, you need a good salesperson,” Ellis says by way of comparison. “To me a salesperson good in the outdoors always has preconceived ideas.”
About 7km away from Earth Sea Sky’s Addington premises – and much further away philosophically – at Macpac’s headquarters in the industrial suburb of Hillsborough there’s a roomful of designers with “preconceived ideas”.
But unlike David Ellis, Macpac’s co-owner and design director Cam Junor sees having user-designers on the team as a positive.
“Everyone in here (Macpac’s production office) is an active outdoors person, but it’s different for different companies,” says Junor, himself a climber. “There are products in the market that clearly haven’t benefited from having a user involved in the development process.”
At the chaotic and buzzing Cactus Climbing all-in-one office, show room and factory, industrial sales and product development manager Rob Gray agrees designers need to know the score in the outdoors.
Gray comes from a climbing and surfing background and sales representative David Binstead is a tramper, kayaker and mountain biker who moved to Cactus from Macpac.
In fact nearly all the people I meet when I visit the three companies look like they’ve just hopped off a bike, come down from a crag or intend to do one or both when they knock off at the end of the day.
Cactus hires freelance designer Andy Milne to help design its packs.
Milne comes from a tramping and mountaineering background and started his industry experience in retail then got his “dream job” as equipment designer for Fairydown in 1992. Working on Fairydown’s manufacturing floor, Milne learnt the entire process, from concept to raw material to factory floor to retail shop. In 2004 he moved to Kathmandu and in 2007 set up his own business as a contract designer.

Learning how to use the seam sealer is a must for Macpac’s design staff, who also apply a water pressure test to garments to check if they are waterproof
“Because Andy comes from the grassroots,” says Gray, “he understands all the processes in the factory and that makes the whole design process substantially easier for us.
“When he makes a design it actually comes together in the factory rather than being a beautiful little concept that doesn’t work.
“He has a set of all-round skills that are quite hard to find here in New Zealand.”
Milne says design isn’t always about reinventing the wheel, but more often involves developing new concepts and design stories to help define a brand.
“It can be very interesting to question and if possible test many of the so-called proven [design] concepts for yourself,” Milne says. “This can be the best possible starting point for design – stripping away the myths, marketing and false assumptions to find out for sure what actually works and what doesn’t.
“Whenever I’ve done this it has always resulted in a new direction and a far better solution than it would have been otherwise.
“Keeping up with the pace of development globally can be challenging and there never seems to be enough time to get out and test the gear myself.”
Milne and Gray say design is as much about problem solving as it is anything else.
Macpac, Earth Sea Sky and Cactus agree one of the biggest challenges to solve in product design is ensuring a design concept matches the capabilities of the manufacturing floor.
This can be even harder for companies like Macpac that manufacture offshore.
Linda Hefford started working for Macpac as a pack machinist 17 years ago. She used to make canvas packs before production moved to Asia in 2003.
She is now the company’s garment specification technician and says ensuring the design specs fit the manufacturing system can be difficult. “Quite often [our manufacturers in China] come back to us to say they’re having trouble making something and don’t know how to do it,” she says.”I’ll go through it with them and most of it is resolved through email, photos and mock-ups.”
Hefford says samples are sent to China from New Zealand and vice versa every few days or so.
For Earth Sea Sky and Cactus, solving manufacturing problems for their designs is as simple as walking into the next room.
All three companies also have machinists on site who make product samples for checking.
Gray says to build something as complex as a pack at least three prototypes need to be made to perfect it.
Gray explains for Cactus the design process is all about working with simplicity and constraints, “doing more with less”.
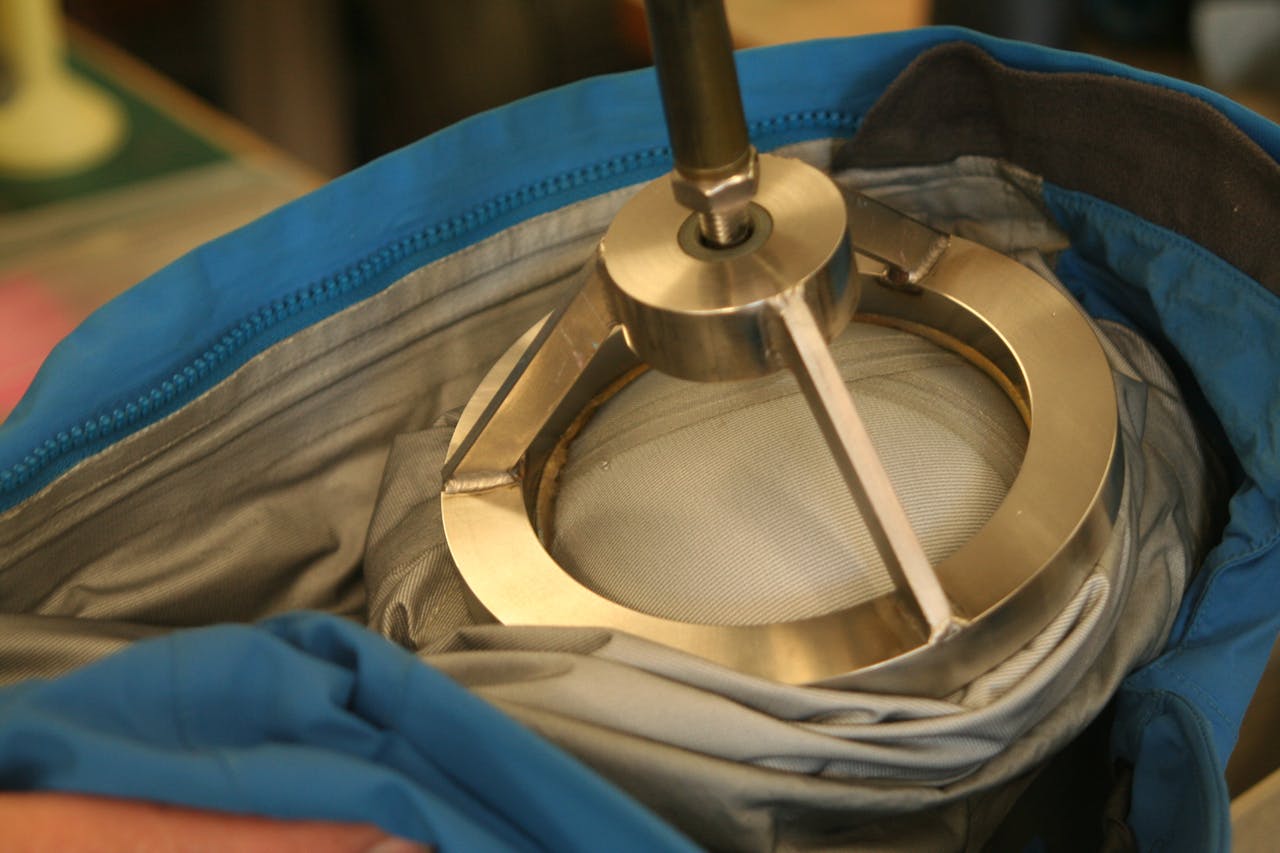
Water pressure test
“If you’re manufacturing in China, and have enough volume, you can get anything done so in many ways. It’s easier because there are no barriers,” Gray says. “But if you’ve got technological constraints like we do then you’ve got to start being really careful with your designs and being inventive with what you do with material.
“It gets pulled back to basics and a bit of number eight wire, therefore we really have to start designing. In a sense it’s a creative opportunity.”
In Milne’s opinion the main advantage to manufacturing in New Zealand is flexibility.
“We are not restricted by minimums and products can be quickly and constantly updated to incorporate new ideas or customer feedback,” he says. “Product development is very immediate and changes can be incorporated almost instantly.”
Other than lower labour costs, Milne says China offers access to just about any material in existence.
“The good factories are constantly investing in new machinery and manufacturing techniques and the level of skill from the development staff through to sewing staff can be amazing to witness first hand,” Milne says.
Macpac’s Cam Junor is blunt about people who hold the view that moving production to China automatically reduces quality. “It’s racist, basically,” he says. “Why should the country you’re born in affect how well you can make a product?
“I could set up a factory here and without proper processes make rubbish or I could put good processes in place and work with an offshore partner and produce brilliant product.
“It’s a New Zealand hang-up.”
Instead, Junor says moving production to China has lifted Macpac’s game, making it capable of things it just couldn’t achieve from New Zealand.
“Sure there’s not the instant feedback of walking into the next room, but I’m happy to give that up for the net gain in terms of quality processes,” Junor says.
Macpac might have moved offshore and become a big corporation with “300 doors in Europe” and more in Japan, but when I visit it doesn’t feel that way.
The design office is relaxed, slightly mischievous and certainly caffeinated. Five of us, including four big guys, pile into a tiny hatchback and, along with another car load, head to the local cafe for a fix. The whole team sit in a big group and confuse the waiter over who ordered what.
One of the guys doesn’t dress like a Cantabrian and I guess correctly the hipster recently returned from a spell in Auckland where he was involved in fashion design.
Another of Macpac’s designers made the switch from the highfalutin world of fashion in London to Macpac.
Giving designers the space to grow and be creative has to be balanced with commercial imperatives, says Junor.
“The worst thing I could do is hire designers and not let them be designers,” he says. “But at some point I have to put on my business owner hat and say that [particular] design is not as commercial as that one so let’s go with the commercial one.
“It’s sometimes challenging getting the tension right between bringing forth innovation, which always carries a greater risk and investment, and sticking with what’s proven.”
For example, Junor says launching jackets made from eVent fabric was a risk and required a substantial investment to educate consumers around the country that Gore-Tex wasn’t the one and only waterproof synthetic known to man.
“It cost a fair bit of money [introducing eVent] because the biggest part of the market hadn’t heard of it and believed there was only one fabric that could do the job,” he says. “People need to understand progress isn’t finite, that things are constantly improving, but this takes education and investment.”
Junor says the design process starts by deciding whether it’s driven by a customer need or an opportunity like a new fabric such as eVent.
Then it’s about determining which user group it serves: alpine, trek and tramp, fast and light or travel.
“The most important thing is making sure your fabric and design is fit for the purpose for the end user,” Junor says.
In a way, design is all about fabric selection, which is more complicated and time consuming than you might think.
Fabric agents travel the land selling their latest wears from mills around the world and every year Macpac designers visit the world’s two biggest outdoor tradeshows held in Germany and the US.
At these massive events, where Macpac also exhibits, Junor says giant halls are devoted to fabric exhibitions.
“Most Japanese mills are very innovative and the product is constantly developing,” Junor says. “Things are always moving forward based on what we’re asking for, what customers are asking for and what the mill’s yarn suppliers are creating.”

All the Macpac design team are active in the outdoors
David Ellis at Earth Sea Sky says many consumers don’t know fabrics can often change and though two fabrics might look exactly the same to the eye, they can be poles apart.
He says big foreign brands often change where they buy fabric from season to season to save money or because the fabric is unavailable. Consumers, he says, shouldn’t assume the product they purchased in the past is the same quality now even if it looks exactly the same.
“There’s a fair chance [the company] can’t re-buy the fabric at the price they originally bought it for so they move on to an alternative which costs the same, but is a lower quality,” Ellis says. “The battle for us behind the scenes is that the world is changing so much, but we’re constantly battling to maintain the standard of our fabrics so nothing changes.
“[For example], we refuse to buy Italian micro fleece made under license in China on different machinery than in Italy because the only thing that remains consistent is the brand name.
“The good things for the consumer is six years later they can buy another Earth Sea Sky garment with the exact same fabric. Essentially, no other brand in the world can do that.”
Out the back of the Earth Sea Sky office is a large warehouse filled with hundreds of rolls of fabric with a value of about $1m.
Attached to the warehouse is a work room with contract machinists turning fabric into the products consumers buy in stores across the country.
Ellis says if he moved production offshore it would kill his local manufacturer’s business. “We’re as important to them as they are to us,” he says. “It would make me sad if one day New Zealand couldn’t even clothe itself.”
The world has changed, but Ellis believes despite some of New Zealand’s disadvantages – size, scale, location – Kiwis excel at “giving things a go”.
Down in New Zealand’s outdoor design capital, the city of Christchurch will need all the design talent and go getters it can get to rebuild itself into what it once was.
